- TERMOQUÍMICA / NITRURACIÓN
- VENTAJAS Y COMPARACIONES
- CLIN VS CHROME
- CLIN VS NITRURACIÓN GASEOSA
- LOS EQUIPOS
- MEDIO AMBIENTE
TERMOQUÍMICA / NITRURACIÓN
En virtud de su experiencia de más de 50 años en el ámbito de los tratamientos termoquímicos, el grupo HEF es el líder mundial en el ámbito de la nitrocarburación en medio líquido iónico.
Los distintos tratamientos patentados y comercializados por el grupo HEF bajo las designaciones ARCOR®, TENIFER®, TUFFTRIDE®, MELONITE®, NUTRIDE ® y QPQ® se reúnen bajo la denominación CLIN que significa « Controlled Liquid Ionic Nitrocarburizing » o « Nitrocarburación en medio liquido iónico ».Los tratamientos CLIN, así como las instalaciones industriales asociadas se adaptaron fácilmente a las distintas limitaciones ambientales y técnicas, y sus aplicaciones siguen en constante desarrollo.
Estos tratamientos inoxidables se aplican principalmente a las aleaciones de hierro (acero, hierro fundido, acero inoxidable…) y se realizan entre 500°C y 630°C.
Los tratamientos de Nitrocarburación CLIN tienen por objetivo, a parir de una reacción heterogenia de superficie, aportar a la aleación metálica solida átomos de nitrógeno y de carbono contenido en la sal fundida.
Después de la aportación de nitrógeno al acero, se obtienen 2 fases muy distintas:
• Una capa de nitruros de hierro (principalmente de tipo Ɛ-Epsilon pero también de tipo ϒ’-Gamma prima) y de nitruros de elementos de aleaciones, llamada « capa de combinación », que tiene la particularidad de ser porosa a nivel superficial,
• Una zona de difusión subyacente a la capa de combinación, en la cual el nitrógeno en forma sólida se sitúa entre los átomos de hierro (o elementos de aleaciones).
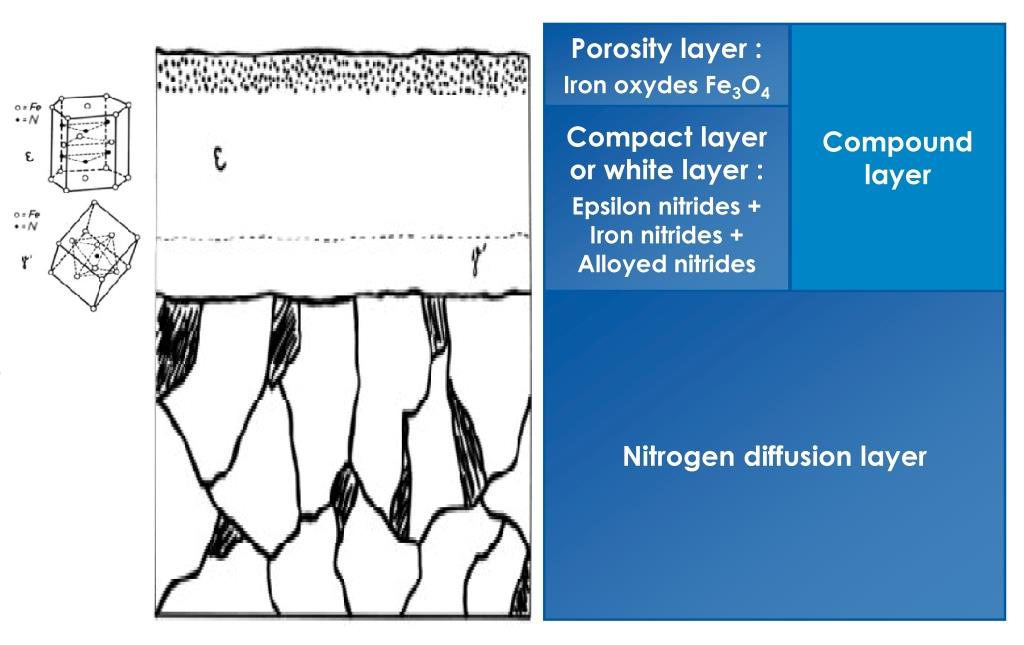
Así pues se obtiene, desde la superficie, un gradiente de dureza y un gradiente de fuerzas de compresión que permiten mejorar, particularmente las resistencias al desgaste y a la fatiga.Los espesores de las capas de combinación y profundidad de difusión dependen de la naturaleza del substrato y del proceso CLIN realizado. Sin embargo, estas son del orden de 0 a 30 µm para una capa de combinación, y pueden alcanzar unas décimas de milímetros para la difusión.
Con el fin de ofrecer, además, una excelente resistencia a la corrosión (en medio atmosférico, alcalino o acido), se realizan con posterioridad una etapa de pasivación en baño oxidante creando óxidos Fe304 (magnetita) anclados en la zona porosa de la capa, y una impregnación final anticorrosiva de tipo orgánica que permitirá llenar esa porosidad ofreciendo al mismo tiempo un aspecto seco al tacto.
La resistencia a la corrosión puede superar 700 horas en niebla salina para piezas simples y puede generalmente alcanzar las 400 horas en niebla salina para piezas más complejas.
En el caso de exigencias particulares de rugosidad (por ejemplo fricción frente a polímeros, elastómeros), se requieren etapas de pulido después del tratamiento. Siendo entonces procesos tipo QP o QPQ.
VENTAJAS Y COMPARACIONES
Los tratamientos CLIN ofrecen una alta resistencia al desgaste (abrasivo y adhesivo), que puede asociarse a una excelente resistencia a la corrosión.
El ajuste de los parámetros de tratamiento ofrece una gama muy amplia de uso, desde el punto de vista de las características mecánicas, de las propiedades tribológicas o también de la resistencia a la corrosión.
En efecto, sus principales ventajas son:
| Ventajas : | Explicaciones : |
|---|---|
| Buenas propiedades de rozamiento |
Propiedades tribológicas en seco de la capa porosa Mejora de la capacidad de carga del aceite en superficie |
| Resistencia al desgaste |
Buenas propiedades de rozamiento Alta dureza de superficie e importante dureza de la capa |
| Excelente resistencia al agarrotamiento | Propiedades cerámicas de la capa de nitruros que impide la adhesión por pegado entre las piezas mecánicas. |
| Resistencia mecánica en superficie |
Capa de combinación integrada en la materia Gradiente de dureza a partir de la superficie |
| Excelente resistencia a la corrosión | Capa de combinación, oxidada e impregnada perfectamente estanca |
| Estabilidad bajo calor | Temperatura máxima admisible en uso superior a 500°C |
| Ningún mecanizado posterior | Ausencia de deformación, únicamente un ligero hinchamiento que corresponde a 1/3 del espesor de la capa de combinación |
| Aspecto | Capa de combinación, oxidada e impregnada que ofrece un aspecto negro uniformo y seco al tacto |
Estas ventajas ofrecen numerosas salidas en las industrias del automóvil, bienes de equipo, hidráulica, petrolífera, alimentaria, herramientas, o también de armamentística…Así, los tratamientos CLIN pueden resolver problemas técnicos en sustitución de tratamientos térmicos estándares (cementación, templado por inducción…) y otros recubrimientos de superficies (cromo duro, níquel químico…), pero también pueden ser una solución para disminuir los costes.
Gracias a su excelente resistencia contra la corrosión, piezas de acero tratado CLIN pueden ser alternativa a piezas fabricadas en acero inoxidable.
CLIN VS CHROME
El cromo duro está bajo amenazada por el reglamento UE n°348/2013, que prohibirá su uso bajo como Hexavalente (Cromo VI – Cr6+) a partir de Septiembre de 2017.
En el proceso del cromado duro se utiliza el ácido crómico, y consecuentemente Cr VI.
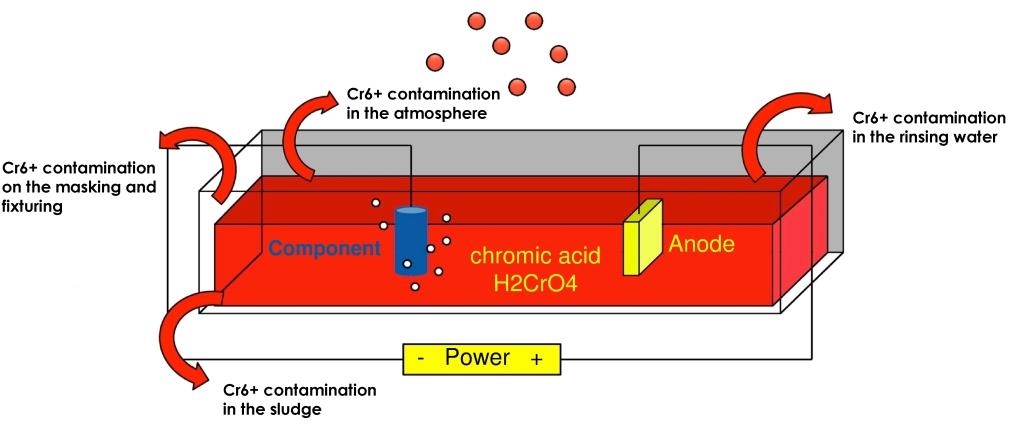
La presencia de cromo VI se encuentra:
• En los lodos de ácido crómico
• En la atmosfera ambiental
• En los útiles/soportes de producción
• En las aguas de aclarado
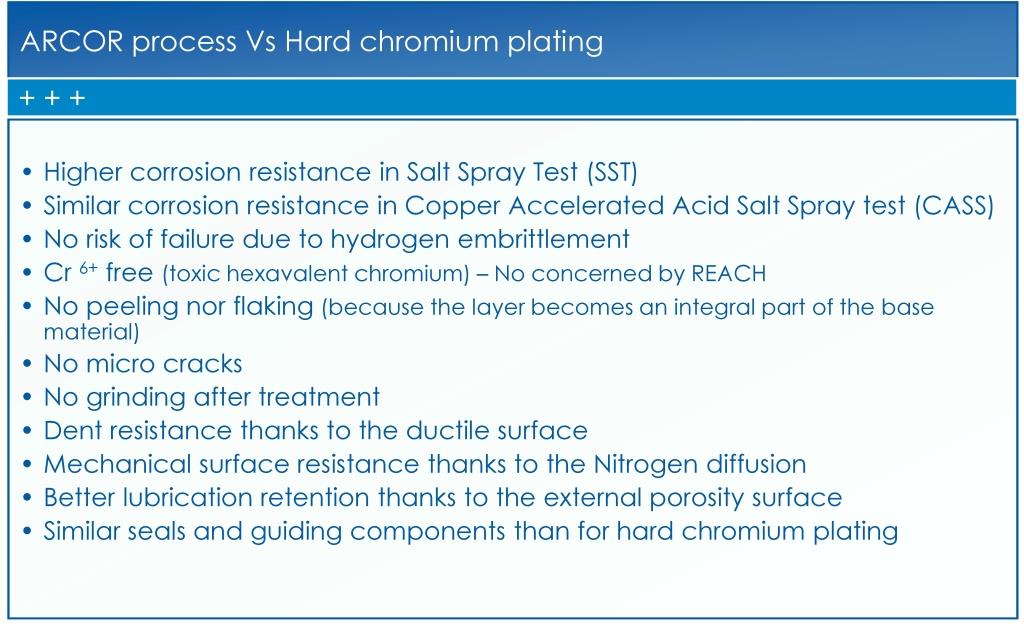
De todas las alternativas al cromo duro, los tratamientos de nitruración y especialmente los tratamientos CLIN son los más favorables.
Numerosas aplicaciones ya han optado por CLIN en sustitución del cromo duro, como válvulas de motor, vástagos de resortes de gas, vástagos hidráulicos…
A continuación, mostramos un resumen de las ventajas de los tratamientos CLIN respecto al depósito del cromo duro.
CLIN VS NITRURACIÓN GASEOSA
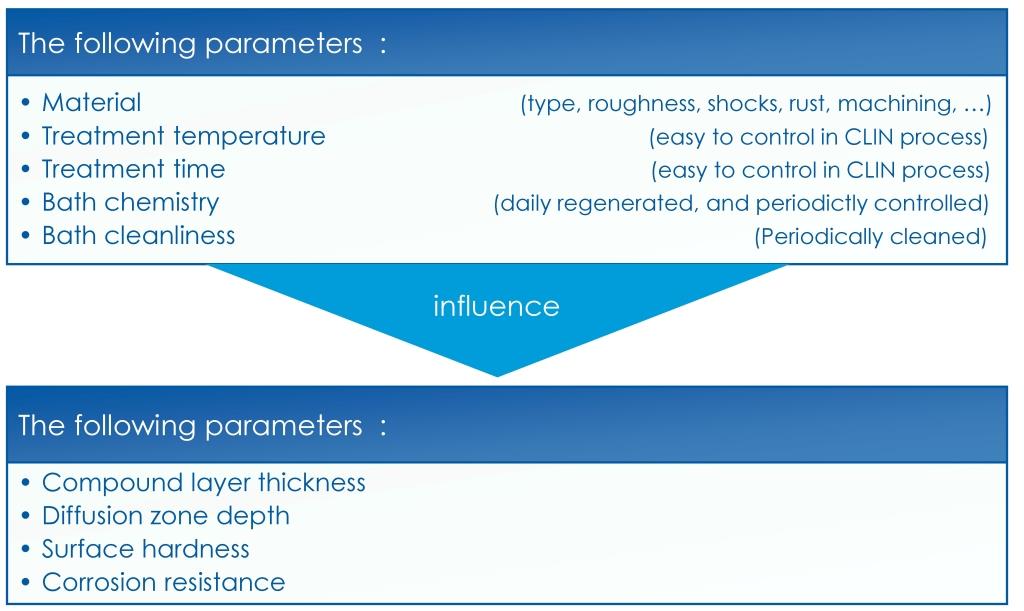
Los procesos CLIN se rigen por pocos parámetros de tratamiento: tiempo de tratamiento, temperatura de tratamiento, química y limpieza de los baños.
Estos parámetros están perfectamente controlados, ofrecen una excelente repetitividad y uniformidad del tratamiento.
Las ventajas principales de los tratamientos CLIN respecto a los procesos por vía gaseosa son:
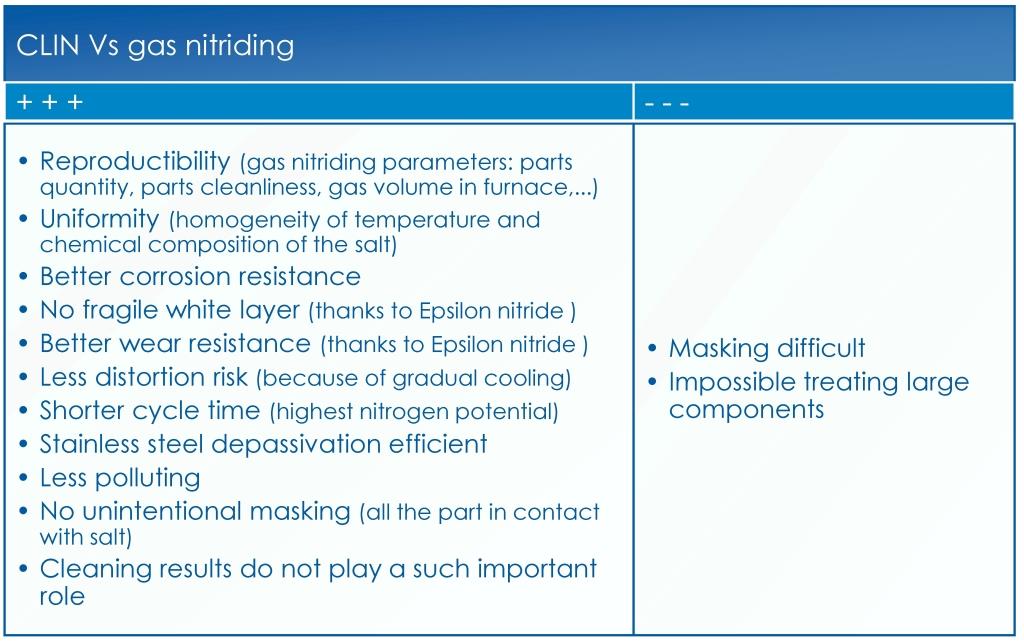
A continuación, algunas comparaciones más detalladas entre los procesos CLIN y los procesos de nitruración gaseosa:
LIMPIEZA DE LAS PIEZAS:
La limpieza de las piezas para un proceso CLIN, solo tiene una influencia moderada. De hecho, un desengrasado alcalino es más que suficiente.No es el caso para los procesos de nitruración por vía gaseosa para los cuales hace fala una limpieza intensiva antes del tratamiento.
TEMPERATURA DE TRATAMIENTO:
Une variación de temperatura de 20°C puede crear una variación del espesor de la capa de combinación de 50%. Así pues es indispensable controlar ese parámetro.En medio líquido iónico, la distribución y la transferencia del calor es muy rápida dado que se realiza por conducción. En efecto, la diferencia de temperatura entre 2 puntos separados en el baño no excede 1°C.
Este no es el caso en los procesos gaseosos, en que la interacción de un flujo de gas frio lentamente calentado por radiación o convección debe ser considerado. Las diferencias de temperaturas para una misma carga son de 10 a 20 veces superiores a los procesos CLIN. Los procesos gaseosos están más sujetos a la deformación de las piezas durante el tratamiento, y a una importante dispersión de los resultados.
QUÍMICA:
La química de los procesos CLIN es muy estable incluso en producción intensiva. Una regeneración diaria y un análisis químico periódico son suficientes. El poder nitrurante de los procesos CLIN es del orden 1000 veces más elevado que lo de los procesos de nitrocarburación por vía gaseosa.
Es difícil analizar la atmosfera interior de un horno de nitrocarburación por vía gaseosa. El análisis es complejo y aproximativo.
TIEMPO DE TRATAMIENTO:
Los tiempos de tratamientos por vía gaseosa son de 3 a 6 veces más largos que los tiempos de tratamientos CLIN.
MEDIO AMBIENTE:
Aquí detallamos los aspectos medioambientales de los procesos CLIN.
Los procesos gaseosos, por otra parte, incluyen como gas nitrurante el amoniaco, clasificado como tóxico, contaminante y corrosivo.
Es necesaria una cantidad de gas nitrurante equivalente a unas 3 veces el volumen del horno.
Durante el tratamiento, el amoniaco no queda disociado en su totalidad, por lo que, parcialmente, es evacuado a la atmosfera por las salidas de gases del horno. Dichos gases tienen una concentración en amoniaco que puede ser muy elevada como se muestra a continuación:
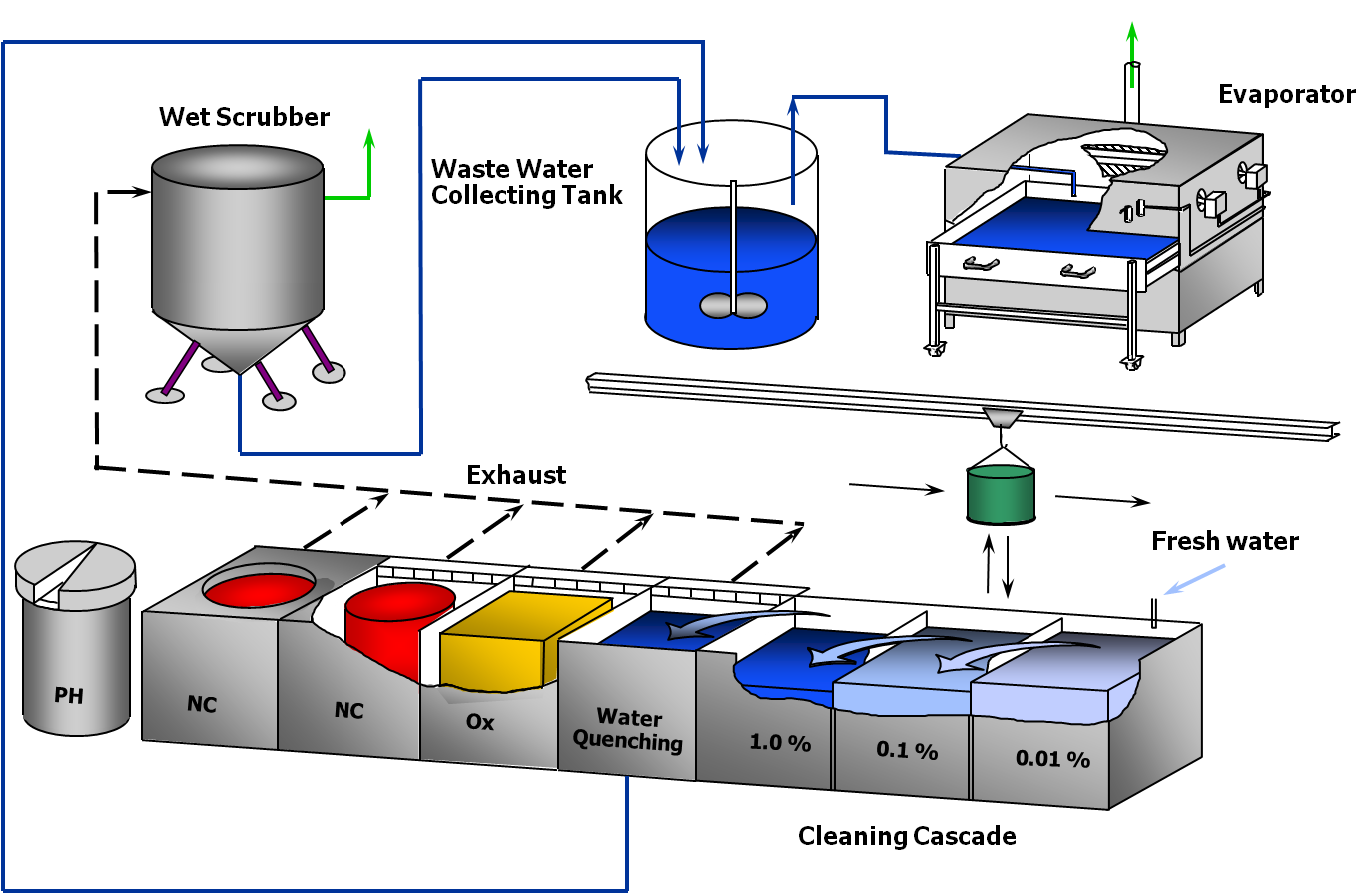
LOS EQUIPOS
Los tratamientos CLIN son procesos flexibles que necesitan un equipo adecuado.
Las etapas de tratamientos se realizan en línea, las piezas posicionadas sobre un útil/soporte específico, y se pueden describir como a continuación:

| Etapas : | Objetivos : |
|---|---|
| Desengrasado / aclarado | Eliminar el aceite y otras partículas extrañas de la superficie de las piezas |
| Precalentamiento | Evitar un choque térmico
Mantener el horno de nitrocarburación a temperatura establecida |
| Nitrocarburación | Crear una capa de combinación asociada a la zona de difusión |
| Pasivación* | Realizar un enfriamiento escalonado con fin de limitar la deformación
Crear magnetita anclada en la superficie porosa |
| Enfriado en agua | Fijar los átomos de nitrógeno en el material |
| Aclarado en cascada | Eliminar trazas de sal |
| Limpieza mecánica / Pulido* | Reducir la rugosidad de superficie |
| Impregnación* | Impermeabilizar la capa de combinación |
(*) Etapas opcionales en función de la especificación cliente.
Igualmente, el equipo incluye un sistema de aspiración, de purificación del aire y de tratamientos de los residuos líquidos, con el objetivo de limitar la creación de residuos sólidos y minimizar el impacto en el entorno.
Con el objetivo de garantizar a nuestros clientes una perfecta trazabilidad, un perfecto dominio de nuestros parámetros y así una repetitividad de nuestros procesos, nuestros equipos de producción están asistidos por ordenador:
• Cada tratamiento es definido informáticamente,
• Control continuo de los parámetros tiempo y temperatura (alarmas),
• Cada acción está anunciada y luego validad en el programa,
• Registro de los parámetros para cada etapa del tratamiento,
• Conexión internet para control remoto.
MEDIO AMBIENTE
Los tratamientos CLIN constan de sales de nitrocarburación (de nivel y de regeneración química), y sales de pasivación que con la temperatura trabajan en medio líquido.Las sales utilizadas para los tratamientos CLIN no contienen trazas de cianuro. Se formulan a partir de sales minerales alcalinas (carbonatos, cianatos),sin quedar afectadas por el reglamento REACH, ni por la directiva SEVESO.
Así pues es fácil y rápido, gracias a los equipos de producción asociados, obtener las autorizaciones locales (en UE o fuera UE) para la creación de una planta de producción y ofrecer los tratamientos CLIN.
Como complemento, apoyado por el consejo Alemán de la investigación, un estudio sobre el impacto ambiental en diferentes procesos de nitrocarburación fue publicado en 2011 por la Universidad de Bremen (Alemania), que demuestra la conveniencia de los procesos CLIN frente a los procesos de nitrocarburación gaseosa.
Este estudio evalúa el impacto ambiental y sanitario de los diferentes procesos de nitrocarburación, tomando en cuenta la energía consumida, las emisiones y los residuos creados, en una producción anual de 1390 toneladas de cigüeñales.
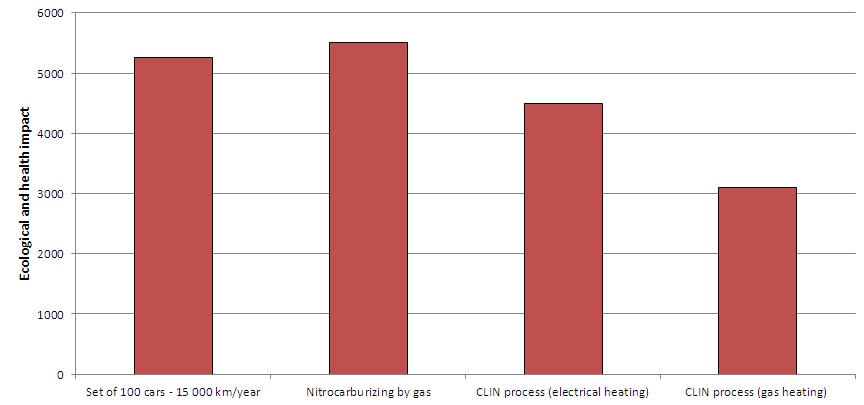
La imagen de la nitrocarburación en baño salino, cuestionada por numerosos competidores que proponen procesos por vía gaseosa, no se justifica y es totalmente infundada.
Los tratamientos CLIN se enfrentan a un futuro prometedor, como queda demostrado por nuestro constante crecimiento dentro y fuera de la UE.